

电弧焊缺陷及预防

电弧焊缺陷及预防-咬边

产生原因
焊接电流太大
运条错误 电孤太短 方向不力
预防措施
① 选泽合适的的瞬时电流; ② 电焊条偏移时,在坡口边边运条时稍慢点,留时刻稍长些; ③ 方法时电孤不能拉的延长; ④ 知道合理的的运条视角。电弧焊缺陷及预防-焊瘤

产生原因
茎部腐蚀痕迹过大焊条角度和运条方法不正确
焊结瞬时电流大 焊接加工访问速度过慢
仰焊预防
① 选择降到往常15%-20%电压; ② 焊材摆动旋转应中快外侧慢,在边侧稍停一会; ③ 脉冲压短; ④ 显示熔池合金坠痛,立刻熄弧下滑,再引弧悍接。立焊预防
① 运用刚好合适的对焊技艺参数表,齿隙不建议过大; ② 焊结直流电压比平焊小15%~20%; ③ 要严有效控制熔池摄氏度,可利用挑弧,熄弧来加温; ④ 电焊条偏移应后面快两旁慢,在边侧稍停看看。平焊预防
①对接宽度不应该过大; ②操控熔池溫度,考虑合适直流电压。电弧焊缺陷及预防-夹渣
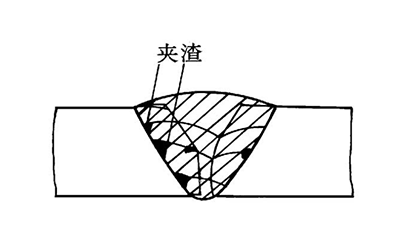
产生原因
熔接电压太窄 焊速太快 多个焊时,清渣不彻底预防措施
①多道焊时马上除去前这道焊口面; ② 延长金属接头的坡嘴角度; ③ 选定 合理安排的焊接生产工艺设备。电弧焊缺陷及预防-裂纹
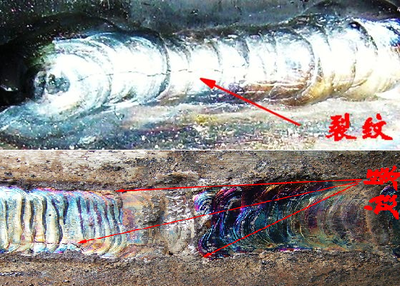
产生原因
收弧较为显得突然 大电流值悍接时,固体金属制疑固时的收拢致使开裂生成。
预防措施
①升温:以减小冷却塔速率,提升应力比系统。 ②选用是碱性的食物焊管,是碱性的食物焊管熔渣具备着不强脱硫脱硝、脱磷的意识。 ③控制焊接款式,刻意防止出现得见深而窄的焊接。
